别再等待了,仅仅一分钟,就能通过我们的【萝北】【当地】防撞护栏源头厂源头货产品视频探索到无数令人心动的细节和亮点。
以下是:萝北【萝北】【当地】防撞护栏源头厂源头货的图文介绍



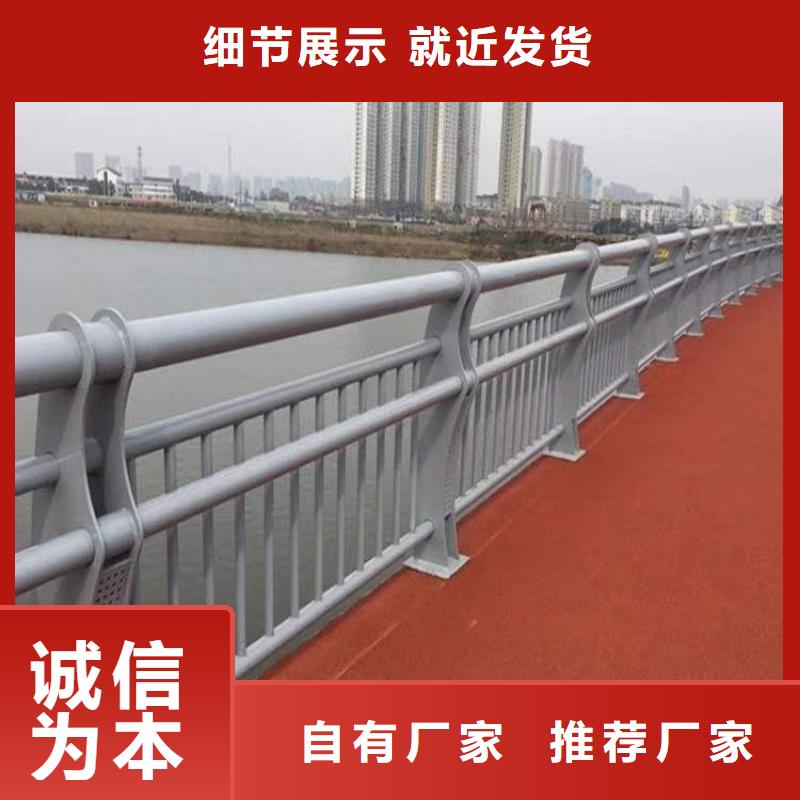
马路隔离护栏_道路护栏_新型护栏在2015年做了哪些。新型隔离护栏立柱顶端装有太阳能灯,可大大降低事故发生率。是夜间,在灯光的照射下,护栏能够发出强光,异常醒目,既给广大交通参与者构筑了屏障,又为城市增添了一道靓丽风景,具有明显的科技优势。 新型隔离护栏采用特有的降波设计,在靠近路口处逐渐降低高度,使在路口需要调头的司机视野不再被护栏遮挡,行车更加。隔离护栏采用新式防炫目材料,高质量、高反光膜集设计人性化、科技含量高、性能强等诸多优势于一体,将在规范市民交通参与行为、预防交通事故方面发挥重要作用。 下面向您介绍一下智能隔离栅在安装方面的一些注意事项:安装场地--隔离栅应安装在场所。电路的铺设--阻隔式栅本安端(蓝色端)和非本安端电路的衔接导线在汇线槽中应分开铺设,各自选用的套管。本安侧的配线管道内不允许有其它电源线,包含其本安电路运用的电源线。 通往风险场所的导线应选用有蓝色符 的本安导线,导线的软铜面积有必要大于0.5平方毫米,绝缘强度应大500。在对阻隔式栅进行通电调试前,有必要注意阻隔式栅的类型、接线办法、线路极性等是不是契合规划及商品需求中的规则,不然可能对人身及设备形成损伤。



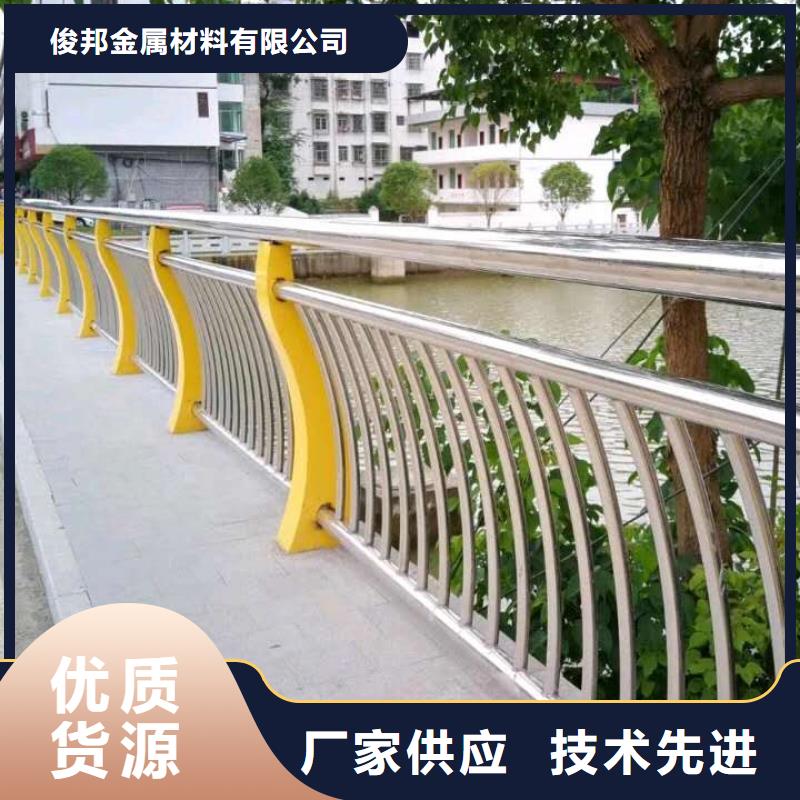
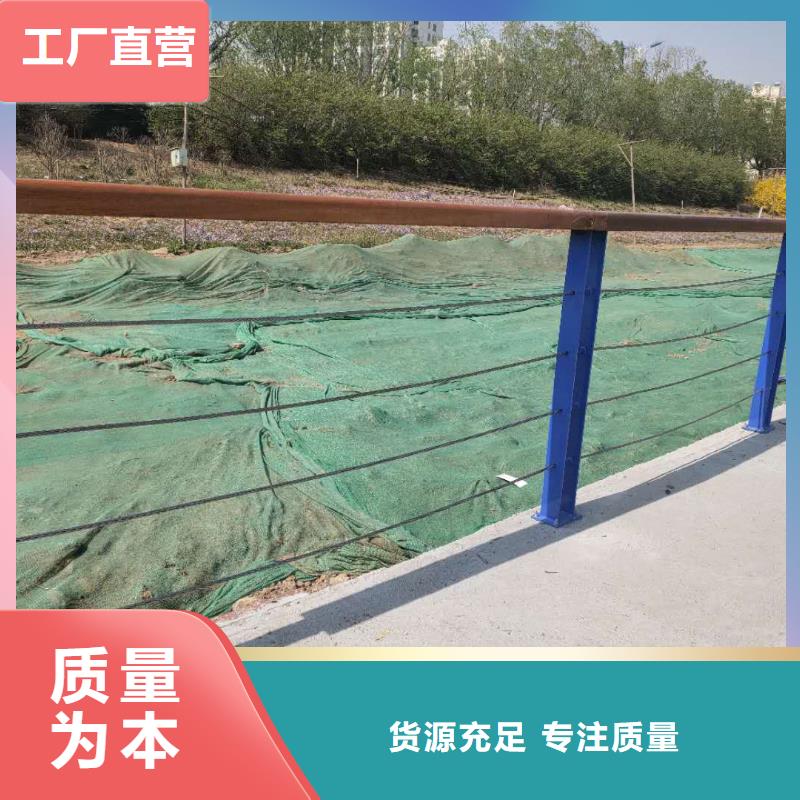
要满足这样的需求,就要对护栏的材料类型进行研究。护栏的构造形式主要有半刚性护栏、刚性护栏和柔性护栏。目前应用较为广泛的是半刚性护栏。波形梁护栏是半刚性护栏中的一种常用形式,具有一定的刚度和韧性,主要通过横梁、立柱和土基的变形吸收碰撞能量,损坏部件容易更换,且具有一定的视线诱导作用。 波形梁护栏由波形护栏板、立柱、托架、防阻块、端头、紧固件等组成。其中护栏板、立柱、防阻块的材料是普通碳素结构钢,拼接螺栓的材料为45 钢、20TiB钢,螺母为35 钢,垫圈为扁钢和带钢,连接螺栓为普通碳素钢。护栏的各部分构件均要进行防腐处理。 缆索护栏是由钢丝绳捻制的柔性护栏。根据设置地点可分为路侧和分隔带两类.按埋设条件可分为埋设于途中和埋设于混凝土中两类。在立柱无法打入和路基填土不能保证立柱埋置深度的地方采用混凝土基础。缆索采用具有较高强度的抗腐性能优良的3x7镀锌/右拧的构造。 缆索护栏由端部立柱、中间端部立柱、中间立柱、托架、缆索锚具、紧固件组成,要求其进行表面防腐处理。沿海与内陆地区的高等级公路、的防腐也是有待解决的重要问题。希望一些有条件的钢铁企业联合冷弯型钢生产企业一道出高品质高速公路护栏钢。


立佳金属制品有限公司资金雄厚,货源充实,交通便利。公司常年以低的价格销售 镀锌喷塑防撞栏、。我公司库存充足,公司以良好的信誉、优质的产品、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,深得用户依赖。 欢迎新老客户前来洽谈、电议。 我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!



对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



 扫一扫
扫一扫